V3-ruiskutusneulan tarkkuusvalmistusprosessin analyysi – Kuinka Manners-tekniikka luo ydinkomponentteja teollisuusautomaatioon
May 05, 2026
Nopeasti liikkuvien kulutushyödykkeiden, kuten elintarvikkeiden ja tupakan,{0}}automaattisilla tuotantolinjoilla makujen ja tuoksujen tarkka ruiskutus on kriittinen linkki, joka määrittää tuotteiden tasaisen laadun. Automaattisten injektiorobottien pää-päätehosteena V3-injektioneulan tehtävänä on toimittaa nestemäiset jäännösraaka-aineet (esim. eteeriset öljyt, kasviuutteet, -elintarvikelaatuiset hajusteet) tarkasti määrätyille kantajille. Sen suorituskyky sanelee suoraan ruiskutuksen tarkkuuden, tehokkuuden ja luotettavuuden. Manners Technology tarjoaa syvän -tarkkuusmetallityöstön asiantuntemuksensa ansiosta täydellisen valmistusratkaisun tälle ydinkomponentille-mikroni-muovauksesta nanometrin{12}}mittakaavassa pintakäsittelyyn-, mikä vakiinnuttaa itsensä korvaamattomana tarkkuusvalmistuskumppanina maailmanlaajuisen huippuluokan automaatiolaitteiden toimitusketjussa{{14}.
I. Ydinrakenne: toiminnallinen integrointi "kaksois-reikäisen neulan kärjen" ja "täys-kierteisen kuusikulmaisen pohjan" kautta
Vaikka V3-injektioneula on kompakti, se on erittäin integroitu toiminnallinen komponentti. Sen suunnittelussa käsitellään automatisoidun tuotannon keskeisiä kipukohtia: liitoksen vakautta, ruiskutustarkkuutta, kestävyyttä ja puhtautta.
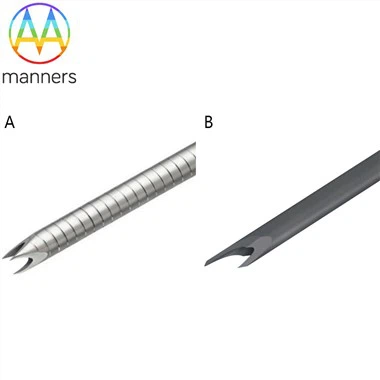
Täysi-kierre kuusikulmainen pohjaPohjassa on ASME B1.21M -standardin mukaiset kierteet ja se on koneistettu kuusikulmaiseksi. Tämä rakenne mahdollistaa kaksoislukituksen: kierteet tarjoavat vankan aksiaalisen kiristysvoiman, kun taas kuusikulmainen bajonetti kestää täydellisesti koneen käytön aikana syntyvän vääntömomentin. Tämä estää neulan tahattoman löystymisen tai pyörimisen käytön aikana ja varmistaa injektiokohdan ehdottoman kiinnityksen-mekaanisen perustan toistuvan paikannustarkkuuden varmistamiseksi.
Kaksireikäinen{0}}neulakärjen muotoiluTämä edustaa V3-neulan teknistä olemusta. Yksinkertaisen yhden reiän sijaan neulan kärjessä on kaksi symmetristä tai erityisesti kulmassa olevaa mikro-reikää, jotka on muodostettu tarkan laskennan ja koneistuksen avulla. Tämä rakenne optimoi virtauskentän nesteen purkamisen aikana, mikä varmistaa ruiskutettujen nesteiden tasaisemman jakautumisen (erityisesti korkean -viskositeettiuutteiden tai eteeristen öljyjen) ja vakaan sumutuksen tai suihkutuksen. Se eliminoi tippumisen, roiskeet tai suuntapoikkeamat, jotka ovat yleisiä yksireikäisille{6}}reikämalleille, mikä parantaa merkittävästi ruiskutuksen tasaisuutta ja hallittavuutta.
II. Ytimen muodostusprosessi: Liukuvan päätuen tarkkuussorvauksen ja pyörivän taivutuksen lopullinen yhdistelmä
Ruostumattomasta teräksestä valmistettujen tankojen muuttaminen näin tarkaksi komponentiksi riippuu Mannersin ydinvalmistuskyvystä.
Citizen Cincom L12-1M7 liukuva sorvi: alustan "mikroveistäjä"Kuusikulmaisen alustan koneistus on ensimmäinen este tarkkuusvalmistuksessa. Manners omaksuu japanilaisenCitizen Cincom L12-1M7 liukupäällinen automaattisorvi, suunniteltu erityisesti ohuille akseleille ja halkaisijaltaan pienille{0}}osille. Sen tärkeimpiä etuja ovat:
Ultra{0}}tarkkuus: Paikannustarkkuus ±0,01 mm ja kulmatoleranssi ±0,1 astetta, mikä varmistaa langan tarkkuuden, kuusikulmaisen symmetrian ja neulaputken liitännän peruspisteen --suoraan.
Yksittäinen kiinnitys, täydellinen käsittely: Varustettu toissijaisella karajärjestelmällä ja useilla moottorityökaluilla, se suorittaa kaikki prosessit yhdellä asennuksella-ulkopuolinen sorvaus, kuusikulmainen jyrsintä, poraus, kierre ja takaisin-muovaus. Tämä eliminoi toissijaiset kiinnitysvirheet, jotka ovat kriittisiä lopputuotteen samankeskisyyden ja geometristen toleranssien varmistamiseksi. Tuloksena oleva pinnan karheus saavuttaaRa < 0,4 μm, joka tarjoaa ihanteellisen liitäntäpinnan myöhempää laserhitsausta varten.
Kaksi-pyörivää muottipuikkoa: "Funktionaalisen" neulankärjen muotoiluNeulan kärjen muodostaminen-erityisesti kaksoisreiän-reikärakenne-riippuu pyörivästä taputuksesta. Manners käyttää akahdella-muottimella pyörivä heilutuskone, joka toimii kahden (tai useamman) muotin kautta ja tuottaa nopean{0}}synkronoidun edestakaisin säteittäisen vasaran aihion pyöriessä ja syöttäen aksiaalisesti.
Prosessin työnkulku: Ruostumaton teräsputki pyörii ja etenee muottien läpi. Jatkuva vasarointi saa aikaan muovisen metallin virtauksen, pienentäen tasaisesti putken ulkohalkaisijaa, lisäämällä seinämän paksuutta ja sulkemalla vähitellen pään esiasetettuun kärjen muotoon.
Tekniset edut:
Korkea tarkkuus ja johdonmukaisuus: Muodostaa monimutkaisia kärkigeometrioita poikkeuksellisella toistettavuudella varmistaen tasaiset virtausominaisuudet jokaisella neulalla.
Ylivoimainen metallirakeiden rakenne: Swaging säilyttää jatkuvat metallikuidut komponentin ääriviivalla (toisin kuin koneistus, joka katkaisee kuidut), mikä antaa kärjelle paremman lujuuden ja väsymiskestävyyden.
Kaksi{0}}reikärakennetta: Tarkasti kontrolloidun lyönnin ansiosta kaksi suunnittelun -yhteensopivaa mikro-reikää voidaan tehdä tarkasti kärjen muodostamisen aikana tai sen jälkeen.
III. Korkealaatuinen-liittäminen: laserhitsaus ja -merkintä
Erikseen koneistetun pohjan ja neulankärjen integrointi vaatii liitosmenetelmän, joka takaa korkean lujuuden, minimaalisen muodonmuutoksen ja puhtauden. Manners valitseelaserhitsaus.
Suuri energiatiheys, minimaalinen lämpövaikutus: Tarkennettu lasersäde sulattaa ja sulattaa metallin paikallisesti millisekunneissa. Keskitetty lämmöntuonti johtaa erittäin pieneen lämmön{1}}vaikutusalueeseen, mikä varmistaa merkityksettömän hitsausmuodonmuutoksen ja säilyttää neulan alkuperäisen tarkkuuden ja mekaaniset ominaisuudet (erityisesti herkän kärjen).
Suuri hitsauslujuus, ei täyteaineita: Laserhitsaukset tarjoavat korkean syvyys--leveyssuhteen-, ja lujuus vastaa tyypillisesti perusmetallia. Autogeenisena hitsausprosessina ei tarvita täytelankaa, mikä estää epäpuhtauksien pääsyn ja varmistaa elintarvike- ja lääkesovelluksissa kriittisen -komponenttien puhtauden.
jälki{0}}hitsaus,lasermerkintäkaivertaa pysyvästi "V3"-tunnisteen pohjaan. Tämä kosketukseton merkintämenetelmä on kulutusta ja korroosiota kestävä, mikä takaa tuotteen pysyvän jäljitettävyyden.
IV. Suorituskyvyn ja elinkaaren vakuutus: Pintakäsittelyn "trilogia".
Elintarviketeollisuudessa on monimutkaisia ympäristöjä, jotka altistuvat hapoille, emäksille, suoloille, öljyille ja muille väliaineille. Pintakäsittely on siksi ratkaisevan tärkeää, jotta voidaan varmistaa V3-injektioneulan pitkäaikainen luotettava toiminta ja hygieniastandardien noudattaminen.
Sähkökiillotus(ASTM B912 -standardin mukaan) Komponentti toimii anodina elektrolyyttiliuoksessa, jossa elektrolyyttinen liukeneminen poistaa ensisijaisesti mikroskooppiset pinnan ulkonemat (korkeamman virrantiheyden alueet). Tällä prosessilla on kolme keskeistä etua:
Peilin sileys: Vähentää dramaattisesti pinnan karheutta peilipinnan saavuttamiseksi. Sileä sisäontelo minimoi nestemäisen jäännöksen ja mikrobien kasvun; sileä ulkopinta helpottaa puhdistamista ja vähentää ristikontaminaation riskiä-.
Mikro{0}}vian poisto: Poistaa koneistuksen aiheuttamia mikro-jäysteitä ja halkeamia, mikä parantaa väsymislujuutta.
Parannettu korroosionkestävyys: Muodostaa yhtenäisemmän, kromi{0}}rikkaamman passiivikalvon, joka luo pohjan myöhempää passivointia varten.
PassivointiSähkökiillotetut komponentit upotetaan sitruuna- tai typpihappoliuokseen. Tämä poistaa kaikki vapaat rauta-ionit pinnalta ja edistää täydellisen kromioksidisuojakerroksen muodostumista ruostumattomaan teräkseen. Tämä inertti passiivinen kalvo on ensisijainen este sähkökemiallista korroosiota (ruostumista) vastaan, mikä varmistaa pitkäaikaisen vakauden kosteissa ja klooria sisältävissä ympäristöissä.
UltraäänipuhdistusLopullinen syväpuhdistus suoritetaan kaikkien koneistus- ja käsittelyprosessien jälkeen. Korkeataajuiset-ääniaallot (40 000 Hz) synnyttävät "kavitaatiota" puhdistusliuokseen, jolloin syntyy mikro-kuplia, jotka romahtavat ja vapauttavat shokkiaaltoja. Nämä tunkeutuvat komponentin kaikkiin rakoihin ja mikrohuokosiin poistaen tehokkaasti rasvan, kiillotusainejäämät, metallihiukkaset ja muut epäpuhtaudet. Tuloksena on lääketieteelliset/elintarviketason puhtausvaatimukset{7}}täyttävä tuote.
V. Laadunvalvonta koko prosessin ajan
Mannersin tuotantojärjestelmä toimii kahden laadunhallintakehyksen allaISO 9001:2015 ja ISO 13485. Laadunvalvonta ei ole viimeinen vaihe, vaan se on integroitu jokaiseen vaiheeseen: materiaalitodistusten tarkastus raaka-aineen syöttämisen yhteydessä, prosessin mittausten tarkastus sorvauksen ja taivutuksen jälkeen (tappimittareita, jarrusatureita ja projektoreita käyttäen), laserhitsausten rikkomaton testaus sekä neulan kärjen ja kaksoisreikien lopullinen suurennettu tarkastus. Jokaista prosessiparametria säätelevät validoidut, dokumentoidut työohjeet; jokaisen tuote-erän mukana on täydelliset, jäljitettävät tuotantotiedot.
Johtopäätös
V3-injektioneulan valmistusmatka on "muunnos" alkaen yhdestä ruostumattomasta teräksestä valmistettuun tangoon, jonka mahdollistavat sarja huippuluokan tarkkuusprosesseja. Integroimalla saumattomasti korkean-tarkkuuden liukuvan päätypukin sorvauksen, edistyneen pyörivän siimauksen, puhtaan laserhitsauksen ja tieteellisen pintakäsittelyn, Manners Technology on luonut fyysisen komponentin lisäksi myös luotettavan loppu{4}}teholaitteen, joka täyttää Teollisuus 4.0:n automatisoidun tuotannon tiukat vaatimukset tarkkuuden, luotettavuuden ja puhtauden suhteen. Enemmän kuin pelkkä hajusteen ruiskutustyökalu, se edustaa mikrokosmosta ja osoitus Kiinan tarkkuusvalmistuskyvystä-huippuluokan teollisten komponenttien alalla.